What is 3D Printing?
3D printing or additive manufacturing is a process of making three dimensional solid objects from a digital file.
The creation of a 3D printed object is achieved using additive processes. In an additive process, an object is created by laying down successive layers of material until the object is created. Each of these layers can be seen as a thinly sliced horizontal cross-section of the eventual object.
3D printing is the opposite of subtractive manufacturing which is cutting out / hollowing out a piece of metal or plastic with for instance a milling machine.
3D printing enables you to produce complex shapes using less material than traditional manufacturing methods.
How Does 3D Printing Work?
It all starts with a 3D model. You create one yourself or download it from a 3D repository. When creating it yourself you can choose to use a 3D scanner, app, haptic device, code, or 3D modeling software.
3D Modeling Software
There are many different 3D modeling software tools available. Industrial grade software can easily cost thousands a year per license, but there’s also open-source software you can get for free.
We often recommend beginners to start with Tinkercad. Tinkercad is free and works in your browser, you don’t have to install it on your computer. Tinkercad offers beginner lessons and has a built-in feature to get your 3D model printed via a 3D print service.
Now that you have a 3D model, the next step is to prepare the file for your 3D printer. This is called slicing.
Slicing: From 3D Model to 3D Printer
Slicing is dividing a 3D model into hundreds or thousands of horizontal layers and is done with slicing software.
Some 3D printers have a built-in slicer and let you feed the raw .stl, .obj or even CAD file.
When your file is sliced, it’s ready to be fed to your 3D printer. This can be done via USB, SD or internet. Your sliced 3D model is now ready to be 3D printed layer by layer.
3D Printing Industry
Adoption of 3D printing has reached critical mass as those who have yet to integrate additive manufacturing somewhere in their supply chain are now part of an ever-shrinking minority. Where 3D printing was only suitable for prototyping and one-off manufacturing in the early stages, it is now rapidly transforming into a production technology.
Most of the current demand for 3D printing is industrial in nature. Acumen Research and Consulting forecast the global 3D printing market to reach $41 billion by 2026.
As it evolves, 3D printing technology is destined to transform almost every major industry and change the way we live, work, and play in the future.
Examples of 3D Printing
3D printing encompasses many forms of technologies and materials as 3D printing is being used in almost all industries you could think of. It’s important to see it as a cluster of diverse industries with a myriad of different applications.
A few examples:
- – consumer products (eyewear, footwear, design, furniture)
- – industrial products (manufacturing tools, prototypes, functional end-use parts)
- – dental products
- – prosthetics
- – architectural scale models & maquettes
- – reconstructing fossils
- – replicating ancient artifacts
- – reconstructing evidence in forensic pathology
- – movie props
Rapid Prototyping & Rapid Manufacturing
Companies have used 3D printers in their design process to create prototypes since the late seventies. Using 3D printers for these purposes is called rapid prototyping.Why use 3D Printers for Rapid Prototyping?
In short: it’s fast and relatively cheap. From idea, to 3D model to holding a prototype in your hands is a matter of days instead of weeks. Iterations are easier and cheaper to make and you don’t need expensive molds or tools.Besides rapid prototyping, 3D printing is also used for rapid manufacturing. Rapid manufacturing is a new method of manufacturing where businesses use 3D printers for short run / small batch custom manufacturing.Automotive
Car manufacturers have been utilizing 3D printing for a long time. Automotive companies are printing spare parts, tools, jigs and fixtures but also end-use parts. 3D printing has enabled on-demand manufacturing which has lead to lower stock levels and has shortened design and production cycles.Automotive enthusiasts all over the world are using 3D printed parts to restore old cars. One such example is when Australian engineers printed parts to bring a Delage Type-C back to life. In doing so, they had to print parts that were out of production for decades.
Aviation
The aviation industry uses 3D printing in many different ways. The following example marks a significant 3D printing manufacturing milestone: GE Aviation has 3D printed 30,000 Cobalt-chrome fuel nozzles for its LEAP aircraft engines. They achieved that milestone in October of 2018, and considering that they produce 600 per week on forty 3D printers, it’s likely much higher than that now.
Around twenty individual parts that previously had to be welded together were consolidated into one 3D printed component that weighs 25% less and is five times stronger. The LEAP engine is the best selling engine in the aviation sector due to its high level of efficiency and GE saves $3 million per aircraft by 3D printing the fuel nozzles, so this single 3D printed part generates hundreds of millions of dollars of financial benefit.
GE’s fuel nozzles also made their way into the Boeing 787 Dreamliner, but it’s not the only 3D printed part in the 787. The 33-centimeter-long structural fittings that hold the aft kitchen galley to the airframe are 3D printed by a company called Norsk Titanium. Norsk chose to specialize in titanium because it has a very high strength-to-weight ratio and is rather expensive, meaning the reduction in waste enabled by 3D printing has a more significant financial impact than compared to cheaper metals where the costs of material waste are easier to absorb. Rather than sintering metal powder with a laser like most metal 3D printers, the Norsk Merke 4 uses a plasma arc to melt a metal wire in a process called Rapid Plasma Deposition (a form of Directed Energy Deposition) that can deposit up to 10kg of titanium per hour. A 2kg titanium part would generally require a 30kg block of titanium to machine it from, generating 28kg of waste, but 3D printing the same part requires only 6kg of titanium wire.
Boeing has been using 3D printed parts in their airplanes for a long time. Back in 2015 it was estimated that Boeing had more than 20,000 3D printed parts implemented in their airplanes.
Construction
Is it possible to print a building? – yes it is. 3D printing is what many believe the future of construction. It’s already possible to print walls, doors, floors and even complete houses.
Contour Crafting
Behrokh Khoshnevis, pioneer of printing with concrete (also known as Contour Crafting), developed a method which leverages the power of additive manufacturing in construction. Contour Crafting essentially uses a robotic device to automate the construction of large structures such as homes. This device prints walls layer-by-layer by extruding concrete. The walls are smoothed as they are built, thanks to a robotic trowel.
Consumer Products
When we first started blogging about 3D printing back in 2011, 3D printing wasn’t ready to be used as a production method for larger volumes. Nowadays there are numerous examples of end-use consumer products with 3D printed parts in it.
Footwear
Adidas’ 4D range has a fully 3D printed midsole and is being printed in large volumes. In 2018 they’ve printed 100,000 midsoles and expect to print even more in 2019.
Eyewear
The market of 3D printed eyewear is forecasted to reach $3.4 billion by 2028. A rapidly increasing section is that of end-use frames. 3D printing is a particularly suitable production method for eyewear frames because the measurements of an individual are easy to process in the end product.
But did you know it’s also possible to 3D print lenses? Traditional glass lenses don’t start out thin and light; they’re cut from a much larger block of material called a blank, about 80% of which goes to waste. When we consider how many people wear glasses and how often they need to get a new pair, 80% of those numbers is a lot of waste. On top of that, labs have to keep huge inventories of blanks to meet the custom vision needs of their clients. Finally, however, 3D printing technology has advanced enough to provide high-quality, custom ophthalmic lenses, doing away with the waste and inventory costs of the past. The Luxexcel VisionEngine 3D printer uses a UV-curable acrylate monomer to print two pairs of lenses per hour that require no polishing or post-processing of any kind. The focal areas can also be completely customized so that a certain area of the lens can provide better clarity at a distance while a different area of the lens provides better vision up close.
Jewelry
There are two ways of creating jewelry via 3D printing. Directly print an object via Metal Powder Bed Fusion or you can print a tool (cast or mold) to create the end product via casting.
Healthcare
It’s not uncommon these days to see headlines about 3D printed implants. Often, those cases are experimental, which can make it seem like 3D printing is still a fringe technology in the medical and healthcare sectors, but that’s not the case. Over the last decade, more than 100,000 hip replacements have been 3D printed on just Arcam (now a part of GE Additive) machines; more have been printed on other systems.
The Delta-TT Cup designed by Dr. Guido Grappiolo and LimaCorporate is made of Trabecular Titanium, which is characterized by a regular, three-dimensional, hexagonal cell structure that imitates trabecular bone morphology. The trabecular structure increases the biocompatibility of the titanium by encouraging bone growth into the implant. Some of the first Delta-TT implants are still running strong over a decade later.
Another 3D printed healthcare device that does a good job of being undetectable is the hearing aid. Nearly every hearing aid in the last 17 years has been 3D printed thanks to a collaboration between Materialise and Phonak, a hearing aid manufacturer. They developed Rapid Shell Modeling (RSM) in 2001. Prior to RSM, making one hearing aid required nine laborious steps involving hand sculpting and mold making, and the results were often ill-fitting. With RSM, a technician uses silicone to take an impression of the ear canal, that impression is 3D scanned, and after some minor tweaking the model is 3D printed with an SLA (stereolithography) vat photopolymerization machine. The electronics are added and then it’s shipped to the user. Using this process, hundreds of thousands of hearing aids are 3D printed each year, each one customized just for its user. RSM delivers a better fit while reducing cost and requiring significantly less time to fabricate than the old manual way of making hearing aids.
Dental
A very similar process to RSM is also taking over in the dental industry, where molds for clear aligners like are possibly the most 3D printed objects in the world. Currently, the molds are 3D printed with both resin and powder based processes, but also with the aid of material jetting.
Crowns and dentures are already directly 3D printed, along with surgical guides. EnvisionTec is the most popular brand of 3D printers among dental technicians, but Stratasys and Carbon also cater to the industry with dental resins.
Bio-printing
As of the early two-thousands 3D printing technology has been studied by biotech firms and academia for possible use in tissue engineering applications where organs and body parts are built using inkjet techniques. Layers of living cells are deposited onto a gel medium and slowly built up to form three dimensional structures. We refer to this field of research with the term: bio-printing.
Aerospace
If you want to see 3D printing applied in the wildest ways imaginable, look no further than the aerospace industry. There is a vast amount of both real-life examples as well as futuristic concepts worth mentioning. For instance UK start-up Orbex whom have built the world’s largest 3D printed rocket engine. The engine is unique in that it’s the first one printed entirely as a single piece without any joins.
Food
Additive manufacturing invaded the food industry long time ago. Restaurants like Food Ink and Melisse use this as a unique selling point to attract customers from across the world.
Education
Educators and students have long been using 3D printers in the classroom. 3D printing enables students to materialize their ideas in a fast and affordable way.
Programs such as Create Education Project enable schools to integrate additive manufacturing technologies into their curriculum for essentially no cost. The project lends a 3D printer to schools in exchange for either a blog post about the teacher’s experience of using it or a sample of their lesson plan for class. This allows the company to show what 3D printers can do in an educational environment.
While additive manufacturing-specific degrees are a fairly new advent, universities have long been using 3D printers in other disciplines. There are many educational courses one can take to engage with 3D printing. Universities offer courses on things that are adjacent to 3D printing like CAD and 3D design, which can be applied to 3D printing at a certain stage.
In terms of prototyping, many university programs are turning to printers. There are specialisations in additive manufacturing one can attain through architecture or industrial design degrees. Printed prototypes are also very common in the arts, animation and fashion studies as well.
Research labs in a diverse range of vocations are employing 3D printing for functional use. While most studies are still employing the printers for models, medical and aerospace engineers are putting them to use in creating new technologies. Medical labs are producing all sorts of bio-printers and designs for prosthetics. Engineers are, similarly, incorporating printing into designs automobiles and airplanes.
Learn How to 3D Print
The Self-Taught Way
Getting started with 3D printing means asking yourself what you would like to learn first. Are you interested in the hardware, or do you want to focus on the end result – creating objects? Answering this question could lead you to the decision if you should buy a 3D printer or outsource the actual printing to a 3D print service.
Which 3D Printer Is Right for You?
We recommend that you take your time to investigate which 3D printer is right for you. For instance, the range of printable materials can differ quite a bit between a resin-based printer or a filament-based machine. Or maybe you don’t want to spend too much time on tinkering and want to focus on product development. Those are just a few things to keep in mind when you research what’s best for you. Below you’ll find a few links that can help you in the decision making process.
Workshops & Online Courses
The educational environment is not only limited to institutional and schools. There are a great deal of other ways one can learn about additive manufacturing. One of the increasingly popular ones is to do it online. To supplement online studies, many companies offer discount deals for 3D printers and related tech.
You can also teach yourself for free by watching YouTube videos. Many YouTubers and online tutors make a living off of assembling 3D printers and creating free tutorials.
Types of 3D Printing Technologies and Processes
There are several ways to 3D print. All these technologies are additive, differing mainly in the way layers are built to create an object.
Some methods use melting or softening material to extrude layers. Others cure a photo-reactive resin with a UV laser (or another similar light source) layer by layer.
To be more precise: since 2010, the American Society for Testing and Materials (ASTM) group “ASTM F42 – Additive Manufacturing”, developed a set of standards that classify the Additive Manufacturing processes into 7 categories according to Standard Terminology for Additive Manufacturing Technologies. These seven processes are:
- Vat Photopolymerisation
- Material Jetting
- Binder Jetting
- Material Extrusion
- Powder Bed Fusion
- Sheet Lamination
- Directed Energy Deposition
Below you’ll find a short explanation of all of seven processes for 3D printing:
Vat Photopolymerisation
A 3D printer based on the Vat Photopolymerisation method has a container filled with photopolymer resin which is then hardened with a UV light source.
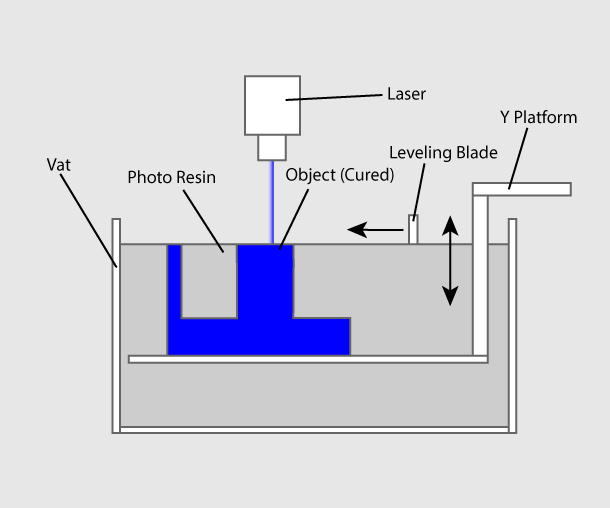
Vat photopolymerisation schematics. Image source: lboro.ac.uk
Stereolithography (SLA)
The most commonly used technology in this processes is Stereolithography (SLA). This technology employs a vat of liquid ultraviolet curable photopolymer resin and an ultraviolet laser to build the object’s layers one at a time. For each layer, the laser beam traces a cross-section of the part pattern on the surface of the liquid resin. Exposure to the ultraviolet laser light cures and solidifies the pattern traced on the resin and joins it to the layer below.
After the pattern has been traced, the SLA’s elevator platform descends by a distance equal to the thickness of a single layer, typically 0.05 mm to 0.15 mm (0.002″ to 0.006″). Then, a resin-filled blade sweeps across the cross section of the part, re-coating it with fresh material. On this new liquid surface, the subsequent layer pattern is traced, joining the previous layer. The complete three dimensional object is formed by this project. Stereolithography requires the use of supporting structures which serve to attach the part to the elevator platform and to hold the object because it floats in the basin filled with liquid resin. These are removed manually after the object is finished.
This technique was invented in 1986 by Charles Hull, who also at the time founded the company, 3D Systems.
Digital Light Processing (DLP)
DLP or Digital Light Processing refers to a method of printing that makes use of light and photosensitive polymers. While it is very similar to stereolithography, the key difference is the light-source. DLP utilises traditional light-sources like arc lamps.
In most forms of DLP, each layer of the desired structure is projected onto a vat of liquid resin that is then solidified layer by layer as the buildplate moves up or down. As the process does each layer successively, it is quicker than most forms of 3D printing.
Continuous Liquid Interface Production (CLIP)
One of the fastest processes using Vat Photopolymerisation is called CLIP, short for Continuous Liquid Interface Production, developed by Carbon.
Digital Light Synthesis
The heart of the CLIP process is Digital Light Synthesis technology. In this technology, light from a custom high performance LED light engine projects a sequence of UV images exposing a cross section of the 3D printed part causing the UV curable resin to partially cure in a precisely controlled way. Oxygen passes through the oxygen permeable window creating a thin liquid interface of uncured resin between the window and the printed part known as the dead zone. The dead zone is as thin as ten of microns. Inside the dead zone, oxygen prohibits light from curing the resin situated closest to the window therefore allowing the continuous flow of liquid beneath the printed part. Just above the dead zone the UV projected light upwards causes a cascade like curing of the part.
Simply printing with Carbon’s hardware alone does not allow for end use properties with real world applications. Once the light has shaped the part, a second programmable curing process achieves the desired mechanical properties by baking the 3d printed part in a thermal bath or oven. Programmed thermal curing sets the mechanical properties by triggering a secondary chemical reaction causing the material to strengthen achieving the desired final properties.
Components printed with Carbon’s technology are on par with injection molded parts. Digital Light Synthesis produces consistent and predictable mechanical properties, creating parts that are truly isotropic.
Material Jetting
In this process, material is applied in droplets through a small diameter nozzle, similar to the way a common inkjet paper printer works, but it is applied layer-by-layer to a build platform making a 3D object and then hardened by UV light.
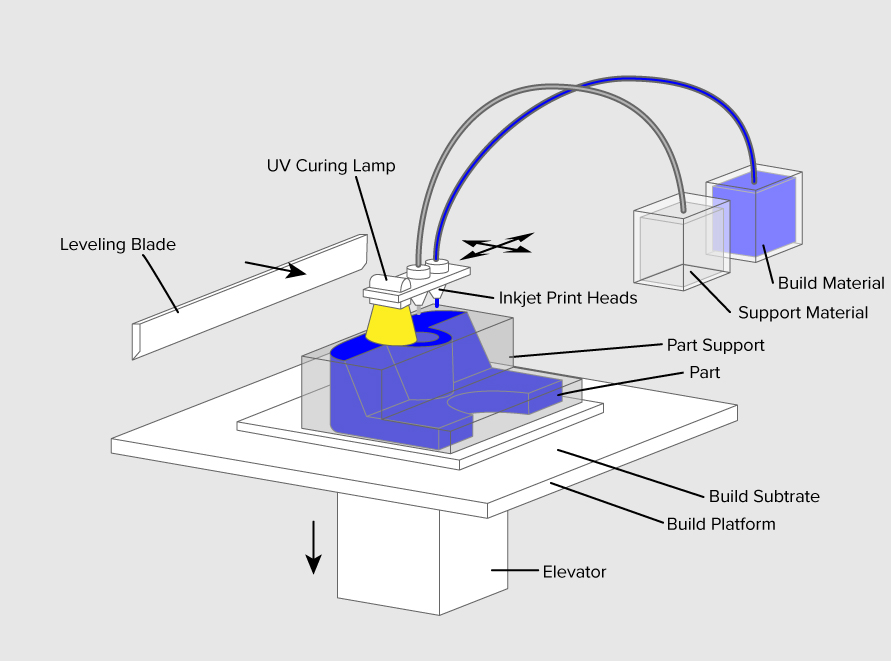
Material Jetting schematics. Image source: custompartnet.com
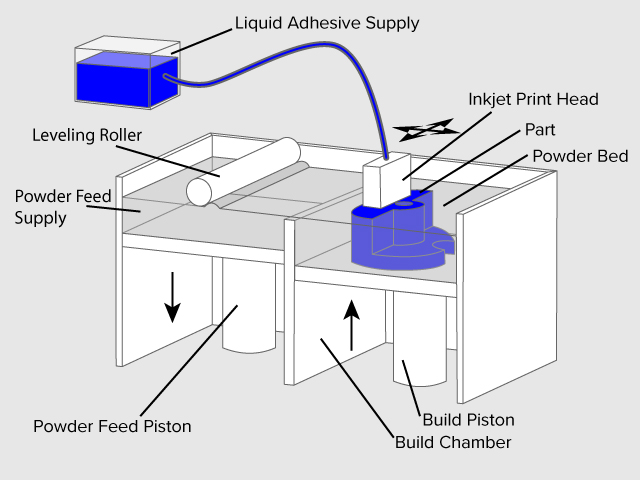
Binder Jetting
With binder jetting two materials are used: powder base material and a liquid binder. In the build chamber, powder is spread in equal layers and binder is applied through jet nozzles that “glue” the powder particles in the shape of a programmed 3D object. The finished object is “glued together” by binder remains in the container with the powder base material. After the print is finished, the remaining powder is cleaned off and used for 3D printing the next object. This technology was first developed at the Massachusetts Institute of Technology in 1993 and in 1995 Z Corporation obtained an exclusive license.
The following video shows a high-end binder jetting based 3D printer, the ExOne M-Flex. This 3D printer uses metal powder and curing after the binding material is applied.
Material Extrusion
The most commonly used technology in this process is Fused Deposition Modeling (FDM).
Fused Deposition Modeling (FDM)
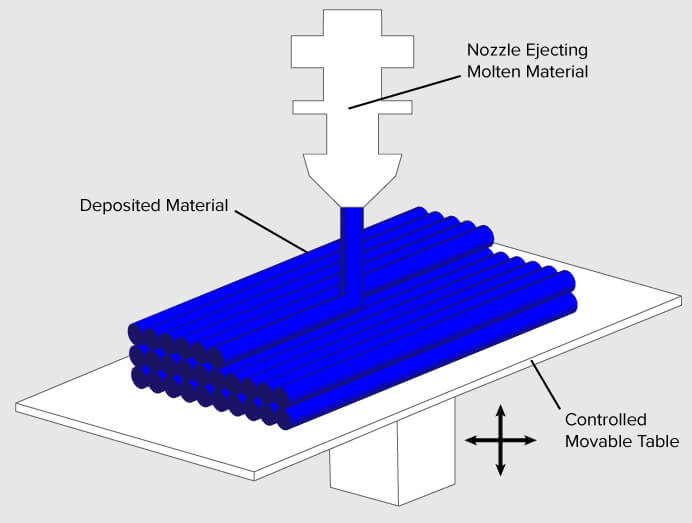
Fused deposition modelling (FDM), a method of rapid prototyping: 1 – nozzle ejecting molten material (plastic), 2 – deposited material (modelled part), 3 – controlled movable table. Image source: Wikipedia, made by user Zureks under CC Attribution-Share Alike 4.0 International license.
The FDM technology works using a plastic filament or metal wire which is unwound from a coil and supplying material to an extrusion nozzle which can turn the flow on and off. The nozzle is heated to melt the material and can be moved in both horizontal and vertical directions by a numerically controlled mechanism, directly controlled by a computer-aided manufacturing (CAM) software package. The object is produced by extruding melted material to form layers as the material hardens immediately after extrusion from the nozzle. This technology is most widely used with two plastic 3D printer filament types: ABS (Acrylonitrile Butadiene Styrene) and PLA (Polylactic acid). Though many other materials are available ranging in properties from wood fill to flexible and even conductive materials.
FDM was invented by Scott Crump in the late 80’s. After patenting this technology he started the company Stratasys in 1988. The term Fused Deposition Modeling and its abbreviation to FDM are trademarked by Stratasys Inc.
Fused Filament Fabrication (FFF)
The exactly equivalent term, Fused Filament Fabrication (FFF), was coined by the members of the RepRap project to give a phrase that would be legally unconstrained in its use.
There are many different filament 3D Printer configurations. The most popular arrangements are:
Cartesian-XY-Head
The first RepRap 3D printer, the Darwin, was based on the Cartesian-XY-head arrangement. The extruder head moves over the X and Y axis and the print bed over the Z. Z axis movement on a 3D printer with the Cartesian-XY-head arrangement is very precise and requires very low accelerations, but the bed needs to be lightweight in order to maintain accuracy.
Cartesian-XZ-Head
The Cartesian-XZ-head arrangement was first introduced by the Mendel which was the second version of the original RepRap – the Darwin. This arrangement differs form Cartesian-XY-head because it moves the print bed over the Y axis and the extruder head over the X axis and the Z axis.
Delta
Delta 3D printers owe their name to the way the extruder head is supported by 3 arms in a triangular configuration. The benefit of a Delta arrangement is that the moving parts are lightweight and therefor limit the inertia. This results in faster printing with greater accuracy.
Core XY
Core XY is a Cartesian arrangement that is rapidly growing in popularity. The movement on the XY gantry depends on a combined effect of X and Y motors. CoreXY is a parallel manipulator system, which means that the motors on a CoreXY system are stationary. Parallel manipulator systems give more rapid acceleration than serial stackup configurations like Cartesian-XZ-head.
Powder Bed Fusion
The most commonly used technology in this process is Selective Laser Sintering (SLS).
Multi Jet Fusion (MJF)
Multi Jet Fusion technology is developed by Hewlett Packard. The technology works like this: a sweeping arm deposits a layer of powder material and then another arm equipped with inkjets selectively applies a binder agent over the material. The inkjets also deposit a detailing agent around the binder to ensure precise dimensionality and smooth surfaces. Finally, the layer is exposed to a burst of thermal energy that causes the agents to react; the process is repeated until each layer is complete. The printers can deposit 30 million drops per second to achieve ultra fast and accurate production, and multiple agents can be used on a single part, meaning parts can have different colors and mechanical properties down to the voxel (a 3D pixel).
Selective Laser Sintering (SLS)
SLS uses a high power laser to fuse small particles of plastic, ceramic or glass powders into a mass that has the desired three dimensional shape. The laser selectively fuses the powdered material by scanning the cross-sections (or layers) generated by the 3D modeling program on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness. Then a new layer of material is applied on top and the process is repeated until the object is completed.
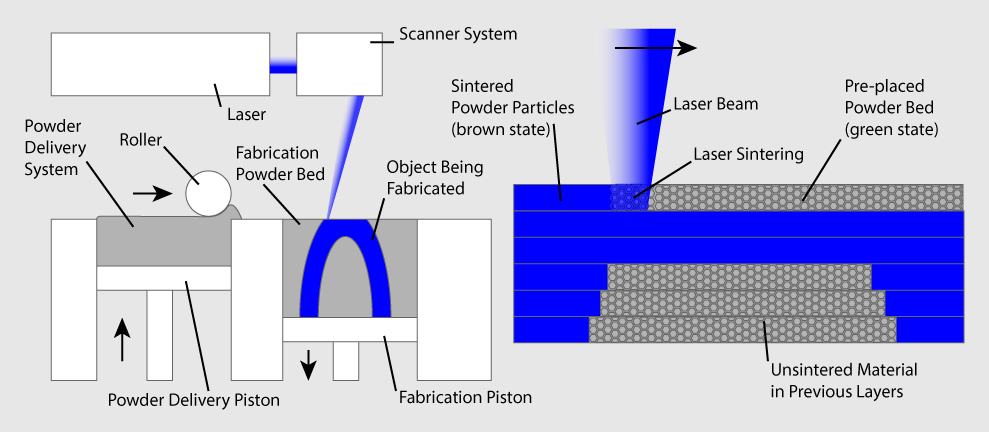
SLS system schematic. Image source: Wikipedia from user Materialgeeza under Creative Commons Attribution-Share Alike 3.0 Unported license
Direct Metal Laser Sintering (DMLS)
DMLS is basically the same as SLS, but uses metal powder instead. All unused powder remains as it is and becomes a support structure for the object. Unused powder can be reused for the next print.
Due to of increased laser power, DMLS has evolved into a laser melting process. Read more about that and other metal technologies on our metal technologies overview page.
Sheet Lamination
Sheet lamination involves material in sheets which is bound together with external force. Sheets can be metal, paper or a form of polymer. Metal sheets are welded together by ultrasonic welding in layers and then CNC milled into a proper shape. Paper sheets can be used also, but they are glued by adhesive glue and cut in shape by precise blades.
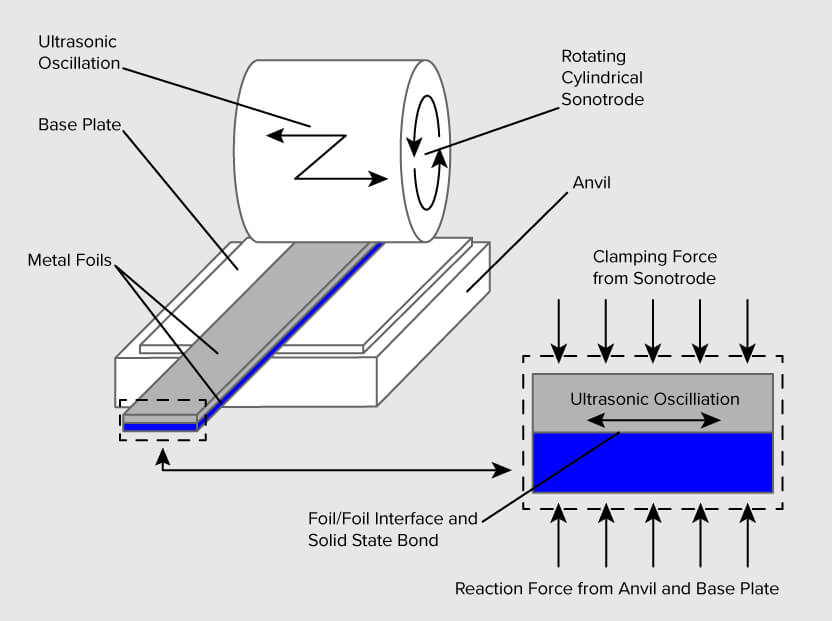
Simplified model of ultrasonic sheet metal 3D printing. Image source: Wikipedia from user Mmrjf3 shared under Creative Commons Attribution 3.0 Unported license.
Directed Energy Deposition
This process is mostly used in the high-tech metal industry and in rapid manufacturing applications. The 3D printing apparatus is usually attached to a multi-axis robotic arm and consists of a nozzle that deposits metal powder or wire on a surface and an energy source (laser, electron beam or plasma arc) that melts it, forming a solid object.
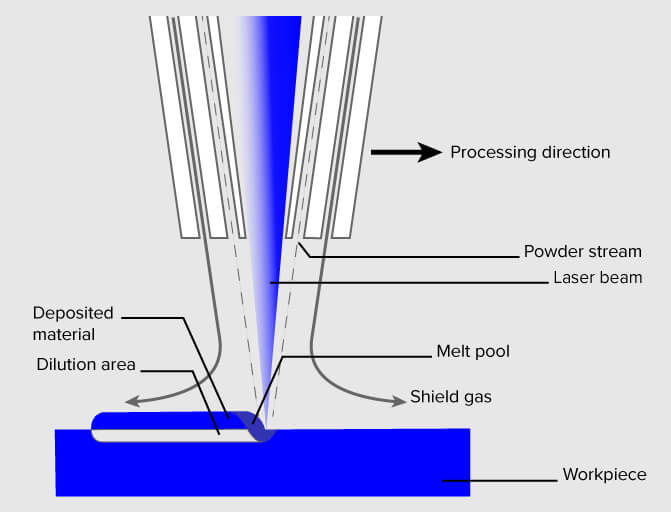
Directed Energy Deposition with metal powder and laser melting. Image source: Merlin project
Materials
Six types of materials can be used in additive manufacturing: plastics, metals, concrete, ceramics, paper and certain edibles (e.g. chocolate). Materials are often produced in wire feedstock a.k.a. 3D printer filament, powder form or liquid resin. All seven previously described 3D printing techniques, cover the use of these materials, although polymers are most commonly used and some additive techniques lend themselves towards the use of certain materials over others. Read more about which materials you can use for 3D printing on our 3D printer materials page.
Comments
Post a Comment